
Copyright © 2021 Zhangjiagang Camel Machinery Co., Ltd. All rights reserved. Site Map Powered by iwonder.cn
- Phone/WeChat/WhatsApp: 0086-15895699263
- Email: sales@camelmachine.com

What is wood plastic introduction
Wood-plastic composites contain plastic and therefore have a better elastic modulus. In addition, because it contains fibers and is fully mixed with plastic, it has physical and mechanical properties such as compression resistance and bending resistance that are equivalent to those of hardwood, and its durability is significantly better than ordinary wooden materials. The surface hardness is high, generally 2-5 times that of wood.


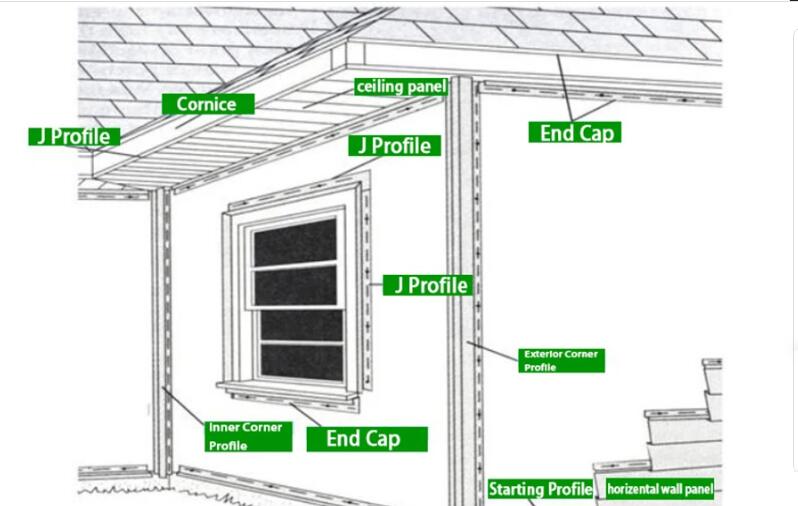
1.Introduction to wall panel products and equipment
According to the actual size measured on site, the base material is made in advance in the factory and can be quickly installed after being transported to the construction site. This requires all materials to be "modular", and modularity is basically "standard". With standard parts, it can be assembled at will. The standard "seven major pieces" are the basic pieces of wall decoration. With them, we can create countless gorgeous walls.
The seven major pieces look like this. No matter how they change, they will always have the same basic look, either for connection or decoration. If it doesn't work, there's something wrong with the design. No matter how the wall decoration changes, it actually consists of the following standard "seven major pieces":
1. Top line;
2. Side line;
3. Wall panels;
4. Waist line;
5. Decorative lines;
6. Baseboard;
7. Angular line;

PVC wood plastic production line composition :
①plastic extruder
② mould
③Vacuum shaping table
④ hual off machine
⑤Cutting machine
⑥stacker
Wall panel production line and auxiliary equipment
1. 65 cone twin extruder, used to produce larger line products
2. 51 cone twin extruder, used to produce smaller line products
3. 80-cone twin extruder, used to produce plate products
4. High speed mixer 500/1000
5. Crusher
Surface treatment equipment and effects
Surface treatment mainly includes thermal transfer, lamination and printing processes, and different equipment is selected according to different processes. If it is imitation wood grain, it is recommended to use the lamination process. If it is imitation marble, it is recommended to use thermal transfer printing process, so that the simulation effect will be high.
Selection of wood-plastic special equipment and the most common problems.
Generally speaking, a special wood plastic extruder must have two characteristics:
1. Can produce high and stable machine head pressure. The level and stability of the head pressure of the wood plastic extruder is one of the basic conditions for the molding of high-quality wood plastic (especially high fiber filling) products.
2. Enables the material to be effectively plasticized in the screw barrel. We know that plant fiber has good thermal insulation effect, so its heat transfer performance is poor. How can materials with high plant fiber content obtain sufficient temperature for effective plasticization? The thread shape and angle design of the extruder screw determine the heating stroke and effect of the material in the barrel, which determines the heating time.
At present, there are three main types of extruders: single-screw extruders; conical twin-screw extruders; and flat twin-screw extruders.
Single screw extruder
This model has two features:
1. The extrusion volume is large, and the material is heated mainly by external heating. The shear and friction heat energy generated by the machine on the material is small, so it is more suitable for the extrusion of foamed wood-plastic products.
2. The pressure of the machine head is small. Under a certain pressure, it is easy for the material to flow back from the gap between the barrel and the screw or overflow from the exhaust port. Therefore, it is generally not suitable for the extrusion of wood-plastic products with high plant fiber content. out.
Due to the large extrusion volume of single-screw extruders, some equipment manufacturers avoid talking about extrusion yield and apply for patents on the grounds of fast production speed. They even claim through the media that the single-machine production capacity of the equipment they developed exceeds the world's advanced level. . In fact, this is just the basic feature of a single-screw extruder. In actual production, we must pay attention to the yield. One result of purely pursuing output is that the greater the output, the lower the finished product qualification rate. From the perspective of corporate investment, this situation may ultimately result in all the investment being lost. Theoretically, if the product qualification rate is not emphasized, the extrusion speed or extrusion volume can be infinite. However, we can think about it: What is the practical significance of this ineffective pursuit of the so-called "output volume"? ?
Conical twin screw extruder
In order to increase the machine head pressure and ensure the density and quality of the product, the conical twin-screw extruder came into being during the research and development of equipment. The characteristics of this type of equipment are:
1. High machine head pressure, small head and large body, small screw length-to-diameter ratio, not easy to break, more suitable for extrusion of wood-plastic products with high plant fiber content.
2. When running at low speed, the plasticization of materials is mainly based on external heating energy, supplemented by internal shear and friction energy; when running at high speed, the opposite is true, and internal shear and friction energy are mainly used for heating. Therefore, the key to operating this type of equipment is to fully control the temperature system. During the production process of some companies, it often happens that the extruded products are carbonized even though the temperature indication of the instrument is normal. The problem is that when the screw continues to run at high speed, the material in the barrel is caused by internal shearing and friction. Due to the cumulative effect of force, a large amount of residual heat energy is released.
Flat twin screw extruder
The characteristics of this type of equipment are between the above two. The head and tail diameters of the screw are the same, and the length and diameter are generally larger, so the screw is prone to breakage when running at high speed. Therefore, most screws are designed to rotate in the same direction. In practice, it is usually more practical to use it as a granulator.
What kind of wood plastic equipment is suitable?
We must first figure out the positioning of the company's products or the positioning of the company's investment, that is, what purpose or performance products you want to produce, and make targeted selections based on the characteristics of the different types of extruders mentioned above. For those who are new to the wood-plastic industry, it is recommended to start producing PVC material products. Because the investment in PVC wood plastic products is relatively small and the production process is relatively mature, it can also achieve the purpose of military training. To produce PVC foam products, you can choose a single-screw extruder. It is mainly externally heated, and the operator has a high degree of control over the temperature. The products produced are mainly interior decoration materials, with good market demand prospects and large profits. In particular, the price of plastic raw materials for this type of product has been relatively stable for many years, which is relatively safe for new companies.
Conical twin-screw extruders are generally used to produce outdoor non-foamed profiles. When using this type of equipment for production, a good plasticizing effect will be produced during the material running process, which is very conducive to the even refinement of the material. It can meet the high addition amount requirements of plant fibers, and the extruded product has high density and good quality. The disadvantage is that the extrusion speed is slow and the output is low.
It is also worth noting that due to the overall plasticization requirements for the material, according to actual operating experience, the proportion of plastic in the raw material cannot be less than 17.5%. Otherwise, the effective coating of the surface of the plant fiber by the plastic cannot be completed, weakening the plastic. connection function. This is the main reason why we cannot simply pursue high-filling plant fibers. For the current production of wood-plastic profiles using traditional processes, the proportion of plastic should be 35% to 40%, so that its cost performance can be maximized.
Regarding the economical ratio of equipment, generally one 75-caliber flat twin-screw granulator can feed five 65-inch cone twin-screw extruders, up to six. Of course, the five production lines can choose different types of equipment according to product types, otherwise it will cause a waste of investment.
The current production process is divided into one-step method and two-step method. The former is slightly energy-saving, but the operation process is complicated, the product quality is difficult to maintain stable, and the defective rate is relatively high; the latter has one more process, which may seem uneconomical, but the yield is high and it can better solve the problem of material in the extrusion process. Problems such as agglomeration and delamination that often occur in the machine, the quality of the products produced is guaranteed compared to the former.
The wood plastic profile extruder has two basic requirements for pellets:
1. The moisture content of the pellets is best controlled below 0.5%, and it would be better if it can reach 0.2%.
2. The plant fibers and plastics in the pellets are basically uniform and compatible. The production process of wood-plastic profiles is actually a systemic problem. Each link, such as the extruder, mold, formula and control process, is an important factor affecting product quality. It cannot be simply attributed to a certain link, and problems should be analyzed and solved dialectically.